
Introduction
Institutional buyers — procurement managers at universities, facilities planners for government agencies, operations leads at corporate training centers — all face the same problem when furnishing specialized spaces: stock furniture doesn't fit.
Not just physically, though that's part of it. Standard catalog pieces rarely accommodate the dimensional requirements of a 40-seat computer lab, the ADA compliance demands of a federal training facility, or the cable routing needs of an AV-equipped conference room.
That gap — between what a catalog supplier offers and what an institutional environment actually requires — is where made-to-order manufacturing either proves its value or exposes its weaknesses.
Two suppliers may both claim "custom furniture," but the manufacturing process reveals the difference. One has the engineering depth, material discipline, and production controls to deliver consistent results across a 60-unit order. The other is relabeling catalog stock.
This guide covers the four elements that separate capable made-to-order manufacturers from catalog suppliers: flexible customization, disciplined material selection, streamlined production planning, and quality control through delivery — evaluated on substance, not marketing language.
Key Takeaways
- True made-to-order means modifying dimensions, materials, finishes, and functional features — not picking from a fixed catalog
- ADA compliance and technology integration belong at the design stage, not bolted on after delivery
- Material choices drive lifecycle cost, not just unit price — especially in high-traffic institutional environments
- Production planning and quality control protect buyers from missed specs, late deliveries, and damaged goods
Element 1: Flexible Customization Capabilities
What "Made-to-Order" Actually Means
Made-to-order (MTO) production is manufacturing triggered by a specific customer order — not inventory replenishment. The distinction matters because it determines what the manufacturer is actually optimizing for.
Stock furniture is optimized for production efficiency. Configure-to-order lets buyers select from predefined options. True made-to-order requires the manufacturer to modify dimensions, materials, finishes, and functional features based on a specific client brief. The engineering and scheduling challenge is fundamentally different from either approach.
For institutional buyers, this distinction has practical consequences. A university computer lab may need tables at non-standard depths to fit row configurations. A government training room may require specific surface heights for ADA clearance. A corporate conference center may need integrated power and data routing built into the table structure. None of these requirements are addressable through a catalog.
Dimensional Flexibility as the Baseline
Non-standard dimensions are routine in institutional procurement, not the exception. The UConn 2020 Classroom and Lecture Hall Design Guidelines note that classroom planning should start from the teaching environment — room capacity and teaching style determining layout and orientation. That approach produces dimension requirements stock furniture cannot accommodate.
NOVA Solutions illustrates what dimensional flexibility looks like in practice. Computer training desks and tables ship in the configuration buyers actually specify:
- Depths: 18", 24", 26", 30", or 36"
- Widths: 36" to 96" in double configurations
- Heights: Standard (30") or ADA-compliant (32"), with pin height-adjustable legs across product lines
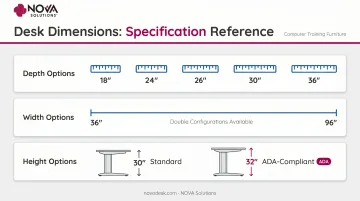
These are standard specification options — not special requests or workarounds.
Executing this range without introducing quality risk at each configuration point requires real engineering capacity — not just a flexible price list.
ADA Compliance as a Built-In Standard
For educational institutions, government agencies, and public-facing corporate environments, ADA compliance cannot be a retrofit. The 2010 ADA Standards for Accessible Design specify:
- Work and dining surface heights: 28" minimum to 34" maximum above finished floor
- Knee clearance depth: 11" minimum at 9" height, 8" minimum at 27" height
- Toe clearance: 9" high minimum, 17-25" deep
- Unobstructed forward reach: 15" minimum to 48" maximum
When ADA compliance is an add-on option rather than a standard, buyers carry the verification burden — separately confirming requirements that should already be baked into the product spec.
NOVA Solutions builds ADA compliance into its standard made-to-order process. ADA-compliant configurations — including documented knee and toe clearance specifications — are available across computer training desks, tables, AV lecterns, and conference furniture. Institutional clients don't need to layer compliance verification on top of the procurement process.
Technology Integration at the Design Stage
Modern institutional furniture isn't just a surface. SAM.gov RFI documents for conference room upgrades routinely specify power and LAN connections integrated into the table structure for each participant — and the same UConn guidelines note that classroom furniture must interface with technology and provide pathways for power and data.
When these features are integrated at the design and production stage, the furniture ships as a functioning system. NOVA's iMod™ wire management, Trolley™ monitor lifts, and Downview™ visual displays are all specified at the order stage and factory-installed before shipment. The NBC Universal Orlando installation — a conference table with Trolley™ monitor lifts configured for eleven seats — shows what that capability looks like applied to a non-standard brief.
Field installation of technology features creates real failure points: misaligned components, cable routing errors, post-delivery troubleshooting. Factory integration removes that category of problem before the furniture leaves the building.
Protecting Both Parties Through Process
Customization without documentation is a liability. Buyers should look for manufacturers who:
- Require all orders in writing, accompanied by a layout or drawing
- Use model numbers tied to the specific configuration ordered
- Include complete pricing, finish specifications, and ship-to information as mandatory order elements
- Won't process orders for production without written confirmation
NOVA's ordering requirements reflect exactly this discipline — telephone orders aren't processed for production without written confirmation, and orders must include attached layout drawings to avoid specification errors.
Element 2: Material Selection & Durability Standards
Why Material Choice Has Higher Stakes in Made-to-Order
With stock furniture, the buyer accepts whatever materials the manufacturer chose. With made-to-order, the specification process creates both an opportunity and a responsibility: match materials to the actual use environment.
A university computer lab with 30 users cycling through daily has different surface durability requirements than a private conference room used twice a week. A government training facility may require specific laminate certifications. A corporate environment may prioritize aesthetic finishes that also meet contract standards.
The specification stage is when these choices get made — and poor material decisions made early become expensive replacements made later.
Key Material Categories and Durability Benchmarks
Three material categories drive most of the durability and compliance decisions in institutional furniture:
- Work surfaces — the highest-wear component. High-pressure laminate (HPL) is the institutional standard. ANSI/BIFMA X5.5-2021 covers desk and table performance for institutional use. Under NEMA LD3-2005 testing, Type G48 HPL shows 700-cycle typical wear resistance (400-cycle minimum), with "No Effect" ratings for boiling water and standard stain reagents. Wilsonart's High Wear Laminate line delivers five times the abrasion resistance of conventional laminate for contract and institutional settings.
- Frame materials — evaluate for structural integrity under high-use conditions. Request specific gauge and material documentation from manufacturers, not just "durable construction" language.
- Sustainability and sourcing — increasingly required in institutional procurement. ANSI/BIFMA e3-2024 defines measurable sustainability criteria for furniture, and LEED v4.1 recognizes BIFMA e3-certified products under green building credits. GSA buyers and institutions with sustainability commitments should request sourcing documentation and applicable environmental certifications.
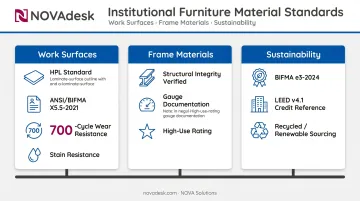
NOVA Solutions offers ten standard HPL worksurface finishes — including Graphite Nebula, Grey Nebula, and Fusion Maple — with 2mm PVC edge banding as standard across all product lines. Approximately 60% of the material used in laminate manufacturing is paper sourced from recycled or renewable resources.
Total Cost of Ownership vs. Unit Price
Selecting a lower-cost surface material to reduce unit price is a common procurement mistake. The total cost of ownership calculation includes replacement frequency, refinishing costs, and whether the material can actually withstand the environment's demands.
Buyers evaluating made-to-order proposals should ask manufacturers to justify material specifications against expected use conditions — not just against budget line items.
Element 3: Streamlined Production Planning & Order Management
The Core Scheduling Challenge
Made-to-order requires treating each order as a unique scheduling event. The manufacturer must coordinate material procurement lead times, machine time allocation, and labor scheduling for a non-standard configuration — without the efficiency advantages of repetitive mass production.
A 2023 academic study on customized furniture production management identifies that custom panel furniture workflows pass through cutting, edge banding, drilling, and packaging as standard stages — but the complexity multiplies when each order has different dimensional specifications, finish combinations, and technology integration requirements.
Manufacturers who lack disciplined production systems introduce errors that surface late: wrong component dimensions, incorrect hardware specifications, mismatched finish combinations. Catching these post-production means rework, delayed delivery, and direct cost absorption — all avoidable with tighter process controls upstream.
Bill of Materials Discipline
In made-to-order manufacturing, the bill of materials (BOM) changes per order. A manufacturer producing a 42"-wide training desk with perforated metal modesty panels, iMod™ wire management, and ADA-compliant height has a completely different BOM than the same desk at 36" with laminate panels and standard height.
Manufacturers without rigorous BOM management by order frequently discover dimension, material, or hardware errors during assembly — sometimes after the piece is nearly complete. Ask manufacturers how order-specific BOMs are generated, tracked, and verified before fabrication begins. That answer directly predicts delivery reliability.
BOM discipline also shapes lead time accuracy. When specifications are confirmed and materials mapped before production starts, lead time estimates hold. When they aren't, delays compound at every downstream stage.
Lead Times: What's Realistic
GSA contract documentation indicates that furniture and furnishings purchased through GSA Global Supply are typically received in 90 days or less. GSA Advantage contract examples show lead time ranges from 30 days ARO to 60–90 days ARO for institutional furniture.
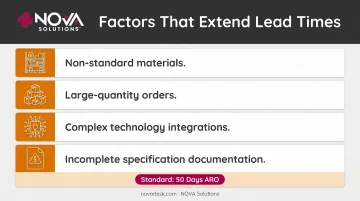
NOVA Solutions' standard delivery time is 50 days ARO — consistent with GSA contract terms and applicable across standard and custom configurations.
Factors that typically extend lead times include:
- Non-standard materials not held in standard inventory
- Large-quantity orders requiring extended production scheduling
- Complex technology integrations (monitor lifts, power systems) requiring additional assembly stages
- Orders submitted without complete specification documentation, requiring rework before production can begin
Buyers should request firm lead time commitments in writing before placing orders, and understand what specific factors would extend the baseline timeframe for their particular configuration.
How Production Planning Affects Price
In made-to-order manufacturing, poor scheduling creates direct cost consequences. Rush material procurement happens at premium prices. Overtime labor and expedited shipping add to unit cost. Those increases either get passed to the buyer or absorbed at the manufacturer's margin — and margin pressure creates incentives to cut corners elsewhere.
During vendor evaluation, ask manufacturers to walk through their scheduling process. A confident, specific answer — with defined checkpoints, BOM verification steps, and escalation triggers — signals operational discipline. A vague one signals risk.
Element 4: Quality Control & Delivery Excellence
Two-Stage QC for Custom Orders
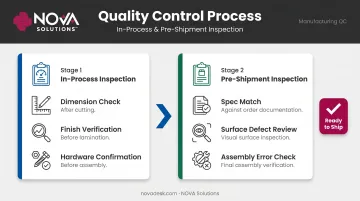
Made-to-order furniture requires quality control at two distinct stages:
In-process inspection catches specification drift before it compounds — checking dimensions after cutting, verifying finish selection before lamination, and confirming hardware specifications before assembly begins.
Pre-shipment inspection reviews the fully assembled piece against the original order documentation. It's the last checkpoint for specification mismatches, surface defects, or assembly errors before the piece ships.
GSA's sample furniture requirements language requires manufacturers to certify that products have passed applicable test requirements, and permits GSA to request test reports or conduct testing during the contract term. Buyers should ask what documentation is generated at each QC stage and whether it's available on request.
ANSI/BIFMA X5.5-2021 covers desk and table performance standards that inform what these inspections should verify. Manufacturers who reference BIFMA compliance should be able to document how their QC processes align with those standards.
Delivery Method as a Quality Issue
Delivery method is not a logistics detail — it's a quality decision.
Furniture that ships disassembled introduces multiple failure modes: misaligned components, missing hardware, incorrect assembly sequences, and installation errors that create compliance or safety issues. For institutional buyers who need spaces operational on a specific date, on-site assembly failures are high-stakes.
NOVA Solutions completes assembly and technology integration at its Effingham, Illinois facility before shipment. Products that ship fully assembled as standard include:
- Computer training desks and tables
- AV lecterns and podiums
- Study carrels
Collaboration tables ship assembled in sections due to their scale.
Fully assembled delivery eliminates the field assembly failure mode and reduces deployment time on the buyer's end. It's a concrete operational advantage, not a marketing claim.
Packaging and Damage Procedures
Custom furniture produced to exact specifications can be compromised by inadequate packaging during transit. ISTA 3-Series protocols define general simulation performance tests for transport environments — manufacturers who apply these standards to packaging design have a measurable basis for damage prevention.
Buyers should ask manufacturers:
- What are your standard packaging specifications for fully assembled pieces?
- What is your freight damage rate?
- What is your replacement procedure when a piece arrives damaged or not matching specification?
A manufacturer who answers these questions specifically — with actual rates and documented procedures — has built the post-production process as carefully as the production process itself.
What Buyers Should Look for in a Made-to-Order Manufacturer
Evaluation Criteria
When qualifying a made-to-order furniture manufacturer, assess against these criteria:
- Customization depth — Can they execute your actual specification, or are they adapting stock designs to approximate it?
- ADA compliance capability — Is compliance built into standard configurations, or does it require separate specification and verification?
- Compliance documentation — Can they provide ADA compliance documentation, domestic manufacturing evidence, and sustainability certifications?
- Production transparency — Can they describe their scheduling process, BOM management, and QC checkpoints specifically?
- Institutional references — Do they have documented experience with environments similar to yours?
The Value of an Active GSA Contract
For government agencies and educational institutions that can access GSA schedules, a manufacturer holding an active GSA contract has already been vetted. GSA's Multiple Award Schedule provides pre-negotiated pricing, regulatory compliance verification, and fair-and-reasonable pricing determination. GSA eLibrary lists institutional furniture under SIN 337127 — manufacturers on this schedule have met GSA's qualification requirements.
NOVA Solutions holds GSA Contract GS-28F-005GA (SIN 33721), running through February 2027, with 61.71% off list price and a $250,000 maximum order limitation. The contract is also the basis for NOVA's California CMAS contract and state contracts in Alabama, Arkansas, Louisiana, and New York. NOVA also participates in the PEPPM National Contract Program and TIPS Contract, providing additional cooperative purchasing channels for state and local buyers.
Partnership vs. Transaction
Contract vehicles simplify procurement, but they don't determine how well a manufacturer engages with your project. Made-to-order furniture works best when the manufacturer asks questions before finalizing specifications — about how the space will be used, who will use it, what compliance requirements apply, and what technology infrastructure needs to be accommodated.
Some suppliers process a purchase order and stop there. A manufacturing partner identifies specification gaps before production begins, surfaces compliance requirements the buyer may not have flagged, and treats the brief as a starting point rather than a final word. That pre-production dialogue is where custom furniture projects either succeed or accumulate costly corrections — which makes engagement style a legitimate selection criterion alongside price and lead time.
Frequently Asked Questions
What type of production system is best suited for made-to-order furniture?
A job-shop or lean manufacturing system is typically best suited for made-to-order furniture. These systems allow flexible scheduling, unique BOM management per order, and efficient handling of low-volume, high-variation production without the rigidity of assembly-line mass production.
How can AI be used in made-to-order furniture manufacturing?
AI can support demand forecasting, automated BOM generation from client specifications, production scheduling optimization across concurrent custom orders, and quality inspection using computer vision. These applications are still emerging in furniture manufacturing and not yet widely adopted.
What is the difference between made-to-order and mass-produced furniture?
Made-to-order furniture is built to a specific client's dimensions, material choices, and functional requirements after an order is placed. Mass-produced furniture is built to standard specifications and held in inventory — offering faster delivery but less precision for specialized environments.
How long does made-to-order furniture typically take to manufacture?
Lead times vary based on manufacturer capacity, order complexity, and material availability. GSA contract benchmarks range from 30 to 90 days ARO; NOVA Solutions' standard is 50 days ARO. Buyers should request firm lead time commitments in writing before placing orders.
What should buyers look for when choosing a made-to-order furniture manufacturer?
Prioritize manufacturers who demonstrate:
- Proven experience with similar institutional environments
- Demonstrated ADA compliance capability
- Transparent production timelines and lead time commitments
- GSA contract eligibility (where applicable)
- Willingness to collaborate on specifications, not just process a purchase order
Is made-to-order furniture more expensive than off-the-shelf options?
Unit prices for made-to-order furniture are often higher than stock alternatives, but total cost of ownership is frequently lower. Furniture built to exact specifications reduces replacement frequency, eliminates retrofitting costs, and avoids installation complications that add expense and delay deployment.